
Los ejes de las turbinas hidráulicas se sellan mediante diversos métodos. Uno de los métodos tradicionales de sellado de los ejes principales de las turbinas es la empaquetadura de compresión. La empaquetadura de compresión presenta varias ventajas frente a otros métodos de sellado alternativos:
– Tecnología relativamente sencilla – Fallo no catastrófico – Bajo coste inicial
Muchas turbinas hidráulicas en funcionamiento hoy en día siguen sellándose con empaquetaduras de compresión, además de las otras tecnologías disponibles y utilizadas. Desgraciadamente, la empaquetadura de compresión también tiene algunas desventajas:
– Mantenimiento intensivo: reapriete y sustitución frecuente – Fugas: las empaquetaduras de compresión no suelen estar herméticamente selladas y, en un eje giratorio, necesitan algunas fugas para lubricarse y refrigerarse.
Las empaquetaduras pueden sustituirse por otros métodos, pero esto puede resultar costoso y a veces técnicamente inviable. A.W. Chesterton Co. ha desarrollado una tecnología para superar las desventajas del empaquetado. Esta tecnología reduce el mantenimiento, amplía el MTBR y reduce el tiempo de inactividad y los costes.
1. Tecnología de empaque por compresión
Veamos la tecnología de las empaquetaduras de compresión. Las empaquetaduras de compresión se trenzan con fibras sintéticas o naturales y se rellenan con lubricantes y agentes de bloqueo. Estos lubricantes suelen ser aceites o grasas minerales o sintéticos. La suspensión de PTFE también es un lubricante muy utilizado. Los lubricantes tienen una doble función. Reducen la fricción entre el eje y la empaquetadura, pero también actúan como agentes de bloqueo para evitar que el agua se filtre a través de la estructura trenzada de la empaquetadura. Los anillos de la empaquetadura se instalan en una cámara de forma cilíndrica denominada prensaestopas (figura 1).
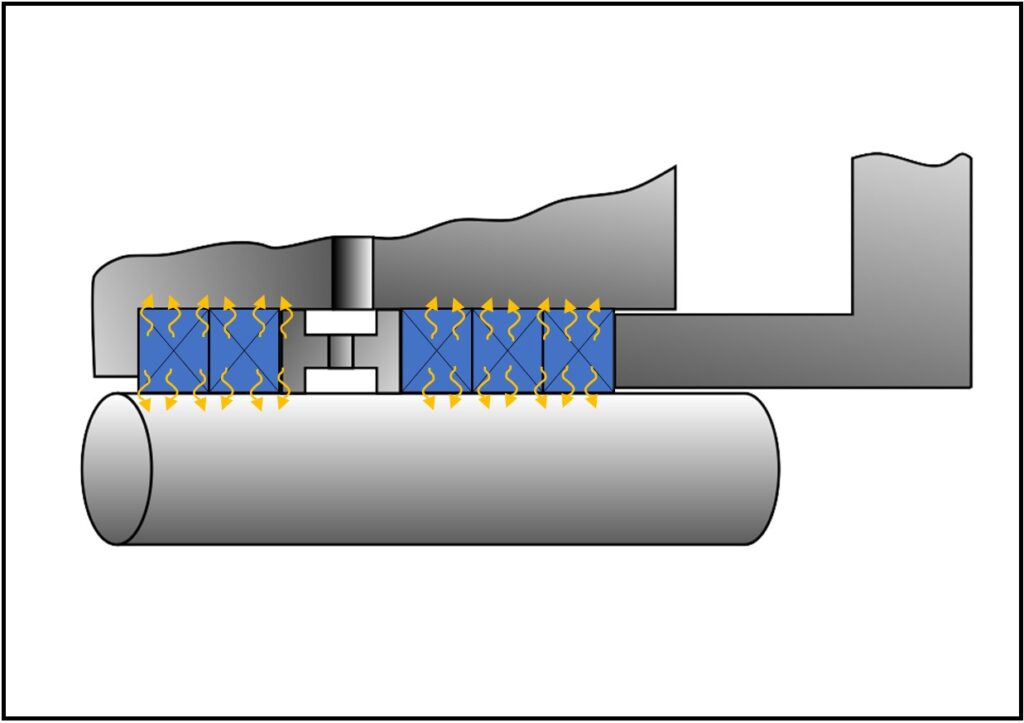
Normalmente se instalan de 4 a 6 anillos de empaquetadura en el prensaestopas. El seguidor del prensaestopas de este prensaestopas se utiliza para comprimir los anillos de la empaquetadura. Este seguidor crea una fuerza axial en los anillos de la empaquetadura que se convierte en una fuerza radial en los anillos de la empaquetadura. Esta fuerza radial es la que crea la estanqueidad. Debido a que los lubricantes desaparecen lentamente de la empaquetadura (porque son expulsados) y a que los anillos de la empaquetadura están sujetos a desgaste, el seguidor del prensaestopas debe reapretarse de vez en cuando. La frecuencia de este reapriete dependerá de la aplicación. Puede variar de diaria a mensual. Por lo tanto, la empaquetadura de compresión es, por naturaleza, un método de estanquidad que requiere mucho mantenimiento. Con el tiempo, el lubricante se agotará y la empaquetadura se desgastará hasta el punto de tener que ser sustituida.
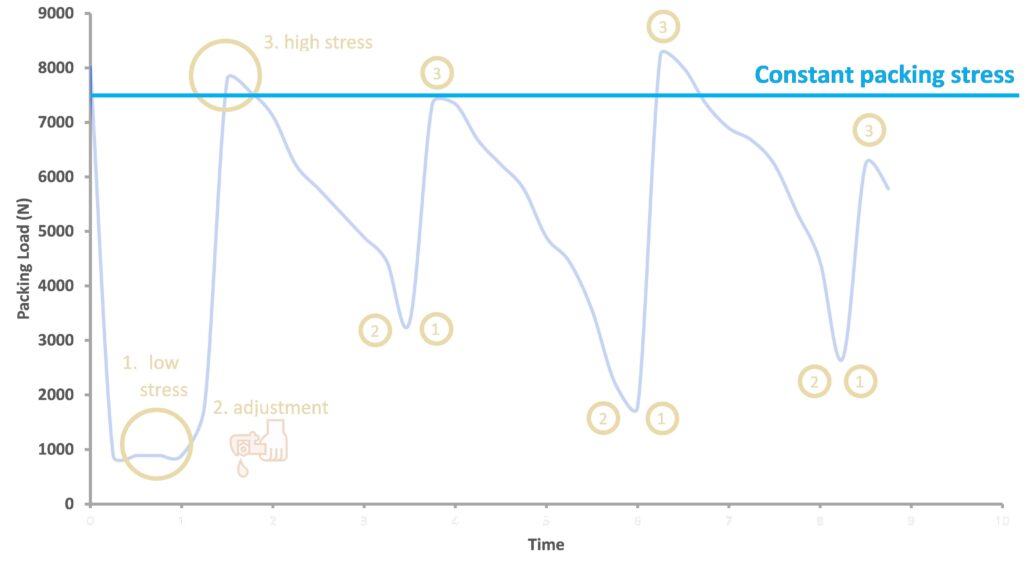
Si trazamos este proceso de reapriete en un gráfico y observamos la tensión de la empaquetadura en función del tiempo, obtenemos el siguiente gráfico (figura 2).

Este ciclo de mantenimiento ilustra una serie de problemas asociados al uso de empaquetaduras de compresión:
- En los puntos donde la tensión de la empaquetadura es baja, los sólidos del líquido sellado pueden penetrar entre la empaquetadura y el eje giratorio, desgastando tanto el eje como la junta, lo que reduce aún más la vida útil de la empaquetadura y puede causar daños en el equipo.
- Los ajustes frecuentes hacen que el uso de empaquetaduras de compresión requiera mucha mano de obra.
- El esfuerzo de estanquidad es elevado en el momento álgido del ciclo de mantenimiento. El personal de mantenimiento tiende a apretar demasiado la empaquetadura en un intento de prolongar el tiempo entre ajustes. Desgraciadamente, esto tiene el efecto contrario porque la empaquetadura sufre un desgaste adicional y se extrae más lubricante. Esto acorta aún más la vida útil de la empaquetadura.
Sería más beneficioso mantener una carga moderada constante sobre la empaquetadura. Esto eliminaría o reduciría todos los problemas anteriores (figura 3).
2. Chesterton ofrece la solución óptima
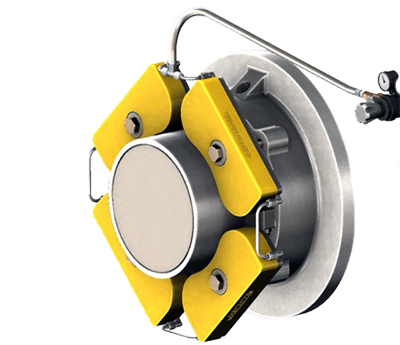
Hydroshield™ consta de actuadores neumáticos situados en el prensaestopas que mantienen una fuerza constante sobre la empaquetadura para mantener constante el nivel de fugas. A medida que la empaquetadura pierde lubricante y volumen por desgaste, el sistema se ajusta automáticamente. El sistema consta de varios componentes:
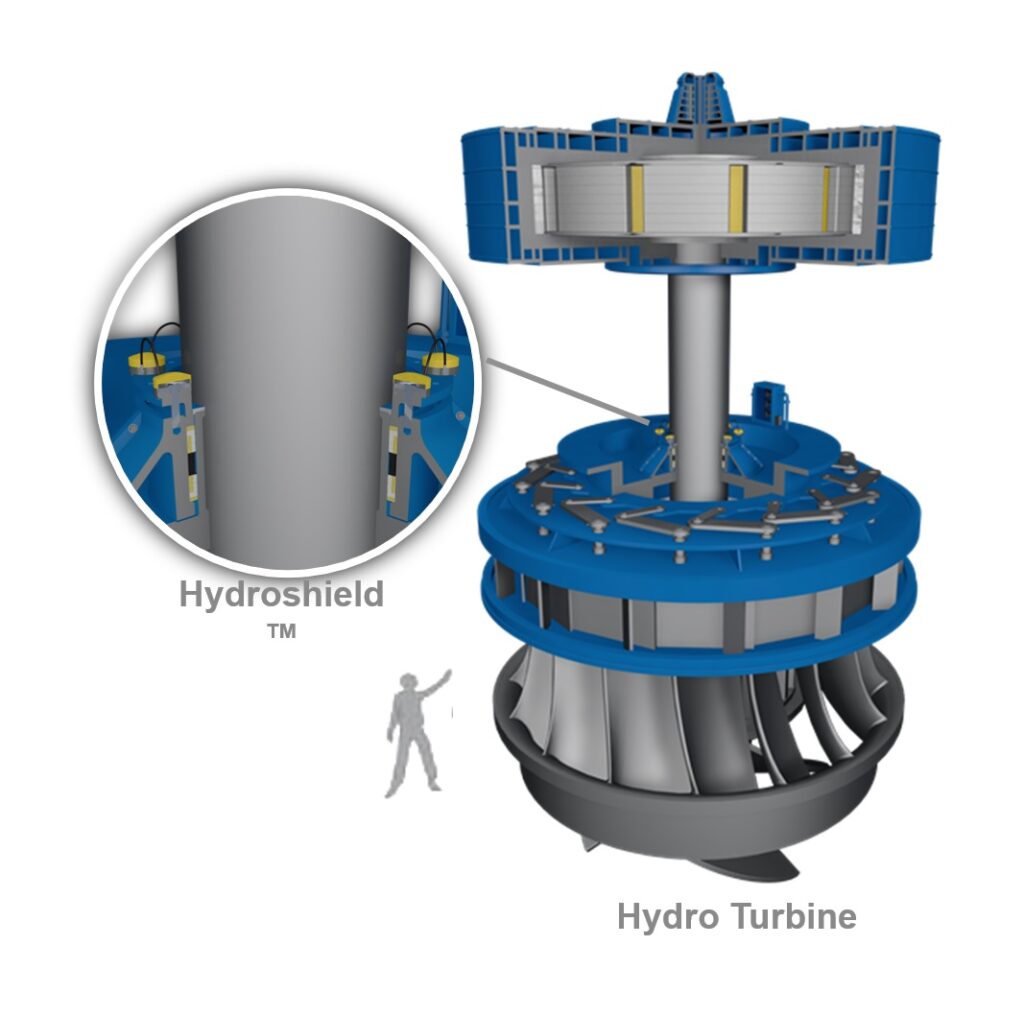
Fig. 4. Sistema Hydroshield™ de Chesterton
La presión del gas se suministra mediante aire de la planta o una bombona de gas. La unidad de control consta al menos de un regulador de presión, pero puede incluir opcionalmente un depósito de inercia para proteger contra la pérdida de presión del aire de la planta, y otros equipos auxiliares para controlar y vigilar la presión del aire. Los actuadores están diseñados específicamente para proporcionar la fuerza necesaria para sellar la empaquetadura en la configuración específica del prensaestopas. El regulador de presión se utiliza para ajustar la presión y mantener el índice de fugas en un nivel aceptable. El consumo de aire del sistema es muy bajo. Normalmente se utilizan 15 litros de aire durante la instalación y el ajuste inicial de la empaquetadura y el sistema. Durante el funcionamiento normal, el consumo de aire es casi nulo. La presión del gas sólo se utiliza para mantener la fuerza sobre la empaquetadura.

El sistema está fabricado en 316SS con juntas tóricas de Viton y un guardapolvo de polipropileno. Los materiales pueden modificarse para adaptarse a los requisitos de la aplicación.
2.1 Comparación de tecnologías
Se pueden utilizar tecnologías alternativas para sellar eficazmente los ejes de las turbinas. Los cierres radiales segmentados y los cierres mecánicos son tecnologías alternativas que se aplican con éxito. La tabla siguiente muestra una comparación entre tecnologías.
| Hydroshield™ | Retenes radiales segmentados | Cierres mecánicos | |
| Tamaño | Sin límite | Hasta 2000 mm (80″) | Normalmente 760 mm (30″), sello partido hasta 915 mm (36″) |
| Precio | El más económico (cuando se hace una mejora de la empaquetadura de compresión) | Alto | Muy alto |
| Presión nominal | Hasta 35 bar (500 psig) | Alrededor de 10 bar | Hasta 7 bar |
| Adaptabilidad | Se ajusta a los cambios de presión del sistema | Ninguno | Ninguno |
| Condición de descarga | No requiere ningún sistema de filtración especial | Filtración especial del agua | Tamaño máximo de las partículas 30-50 micras |
| Consumo de agua | 0,02 L/Min Alcanzable | 20 – 90 l/min | Depende del equipamiento |
| Control inteligente | Complementos de control y supervisión remotos (Connect) disponibles | Ninguno | Ninguno |
| Instalación | Más fácil de instalar | Difícil | Difícil |
2.2 Historia de éxito de Hydroshield™ de Chesterton

El principal problema de la empaquetadura de compresión era que la zona donde se encontraba el prensaestopas se inundaba y no era seguro volver a apretar el prensaestopas mientras la turbina estaba en funcionamiento. El sistema de sellado de la empaquetadura existente era débil y presentaba grandes fugas, lo que provocaba paradas innecesarias para el mantenimiento. Como consecuencia, había que parar la turbina para volver a apretar la empaquetadura. Esto provocaba costosas paradas. La alternativa eran fugas importantes durante un largo periodo de tiempo. El eje de la turbina tenía un diámetro de 29″ (737 mm).
Se instaló un sistema Hydroshield™ en el prensaestopas en combinación con 5 anillos de empaquetadura de compresión DualPac 2212. Hydro-Quebec certifica que el sistema cumple los requisitos técnicos. El sistema está en funcionamiento desde principios de 2021 y la empaquetadura se sustituye de forma preventiva durante las paradas periódicas. El cliente también ha modernizado las otras dos turbinas con el mismo sistema.

3. Conclusión
La empaquetadura de compresión es un método de sellado que se sigue utilizando ampliamente en aplicaciones de ejes de turbinas hidráulicas. Aunque la empaquetadura de compresión tiene algunas ventajas, también presenta algunos inconvenientes. La principal es que la empaquetadura de compresión en ejes giratorios requiere mucho mantenimiento. Chesterton ha desarrollado un sistema que elimina en gran medida el mantenimiento de los prensaestopas empaquetados y prolonga la vida útil de la empaquetadura. El sistema reduce el coste de funcionamiento de la turbina, aumenta la fiabilidad e incrementa la seguridad de los trabajadores. El sistema se ha instalado con éxito en varias aplicaciones de turbinas de todo el mundo.
Hable con nosotros. Estaremos encantados de ofrecerle la solución de sellado óptima. Solicite más información a en nuestro Expert Desk.
También puede hacer una selección preliminar utilizando nuestro selector de productos. Nuestros asesores de producto estarán encantados de ayudarle a seleccionar el producto ideal para su aplicación.